Электроды сварочные ОК-46.00

Стандарты | DIN | ГОСТ 9466-75, ГОСТ 9467-75 | ТУ 1272-003-01055859-2003 |
Назначение | предназначены для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях; электроды отличаются относительно слабой чувствительностью к ржавчине и другим поверхностным загрязнениям, легкостью отделения шлака и формированием гладкой поверхности наплавленного валика с плавным переходом к основному металлу | ||
Тип электродов | Э 46 | ||
Покрытие | рутилово-целлюлозное | ||
Род тока | постоянный обратной полярности и переменный | ||
| Характеристики плавления электродов | |
| Коэффициент наплавки (г/Ач) | 8,5 |
| Расход электродов на 1кг наплавленного металла (кг) | 1,7 |
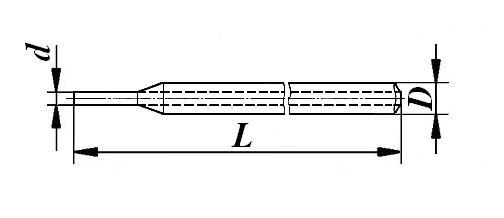
| Диаметр d (мм) | Длина электрода L (мм) | Рекомендуемое значение сварочного тока (А) | ||
| нижнее | вертикальное | потолочное | ||
| 2,0 | 250 | 40 - 80 | 40 - 60 | 50 - 70 |
| 2,5 | 350 | 60 - 110 | 60 - 90 | 60 - 110 |
| 3,0 | 350 | 80 - 160 | 80 - 140 | 80 - 180 |
| 4,0 | 450 | 110 - 210 | 110 - 200 | 90 - 220 |
| Механические свойства металла шва, не менее | |
| Временное сопротивление разрыву (Мпа) | 510 |
| Относительное удлинение (%) | 28 |
| Ударная вязкость (Дж/см²), при температуре +20ºС | 140 |
| Ударная вязкость (Дж/см²), при температуре -20ºС | 35 |
| Химический состав наплавленного металла, % не более | ||||
| Si | Mn | C | S | P |
| 0,30 | 0,40 | 0,08 | 0,030 | 0,030 |